Description:
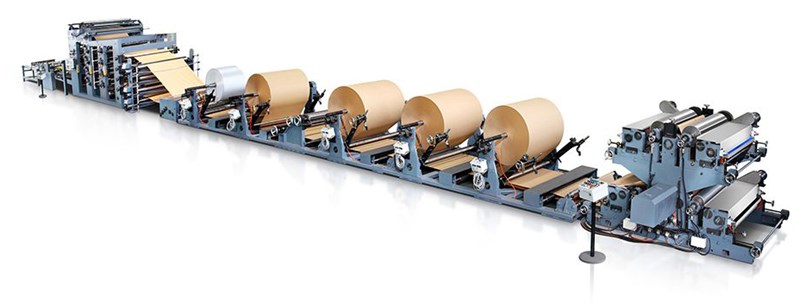
The complete paper sack line for producing multiple-coated glued paper pipes, also known as workpieces for paper sacks, includes two main machines: the tuber and the bottomer.
The tuber machine is equipped with a modern system of electronic control based on high precision and fast servo drives. This system ensures precise point-to-point operation of the machinery and stable activity. The changeover time, which refers to the adoption of a different type and size of sack, is minimized and typically takes 5-15 minutes. All the main characteristics of the workpiece can be adjusted through the control touch screen. The machine also can work using eyespot technology, allowing for online control system monitoring, software updating, and efficient emergency message reading through the integration of a GSM module. The tuber machine can produce workpieces with 1-5 layers, offering longitudinal and lateral gluing, application of perforation tracks, and longitudinal cuts. Additionally, it provides the option to fix a perforation assembly unit along the entire workpiece with interlayer movement. Workpieces with a polyethylene layer can also be produced by fixing a polyethylene roll onto the winding-out unit, allowing the polyethylene web to move between the paper webs. This results in a workpiece with an interlayer polyethylene supplementary sheet. The configuration of the tuber machine includes an unwinding unit, an assembly unit for interlayer lateral gluing, an assembly unit for longitudinal paper layers gluing, equipment for paper sleeve forming, a perforation unit with a length cutting machine for producing the glued bottom of a sack, equipment for joining stroke and cutting of a sleeve with ready-made paper pipes counter, a conveyor, a ready-made production receiver, and a control panel.
The bottomer machine is responsible for automatically performing various manipulations to complete the paper sacks. These include laying the preliminary creasing and technological cuttings, vacuous opening, forming of the bottom, forming and gluing of the paper valve (for valve sacks), gluing together the bottom, covering clothes laydown with control of the preliminary applied design, and final molding of the glued bottom. The bottomer machine also includes features for automatic checkout of undisclosed workpieces and cover strip ending using optical sensors that issue sound and light signals to stop production. The configuration of the bottomer machine includes a unit for down-loading and workpieces supply, a unit for preliminary creasing and laying the technological cuttings, a unit for workpieces vacuous opening, a unit for the main creasing, a unit for gluing, a unit for forming and gluing the valve, a unit for embedding the valve, a table for matching the bottom with the guideways, a unit for cover clothes laydown, a conveyor for paper sack unloading, a molding conveyor, a collecting box for ready-assembled sacks, and a control panel with a counter device for ready-assembled production.
paper sacks tuber:
Production speed: up to 70 m per minute (up to 120 workpieces per minute).
Sizes of produced workpiece:
length: from 40 to 120 cm;
width: from 20 till 63 ?m.
Quantity of paper layers: 1-5.
Wattage: 3 kW.
Supply voltage: 380 W (50 Hz).
Measures:
length: 17000 mm;
width: 2500 mm;
height: 2700 mm.
Weight: not more than 4000 kg.
paper sacks bottomer
Production speed:
up to 70 open-mouth sacks per minute;
up to 35 valve sacks per minute.
Types of produced sacks: ?pen mouth, valve.
Sizes of produced sacks:
width of the workpiece for the paper sack: from 35 cm to 55 cm;
length of the workpiece for the paper sack: from 40 cm to 110 cm;
width of sack’s bottom: from 9 cm till 14 ?m.
Wattage: 7,1 kW.
Supply voltage: 380 W (50 Hz).
Measures:
length: 18000 mm;
width: 1700 mm;
height: 2400 mm.
Weight: not more than 3500 kg.